
TƯ VẤN LẮP ĐẶT - VẬN HÀNHNgày: 30-12-2023 bởi: Hoàng Thúy
Phương pháp lắp đặt mâm quay toa và những điều cần lưu ý
Mâm quay toa là một trong những chi tiết hoạt động thường xuyên, do vậy việc lắp đặt không đúng có thể ảnh hưởng tới công suất thậm trí khiến mâm quay toa bị hỏng hóc. Dưới đây là phương pháp lắp đặt mâm quay toa và những điều cần lưu ý.
Trước khi lắp đặt
Trước khi lắp cần kiểm tra mặt lắp đặt có biến dạng gì không, có dị vật không đồng thời đảm bảo mâm quay toa xoay chuyển linh hoạt, không có bất thường. Tiếp theo kiểm tra tem của mâm mới xem có đúng mã, model của máy không.
Trong khi lắp đặt
B1: Trước tiên, cố định vành mâm trong lên sắt xi
Chỉnh vị trí điểm “S” (khoảng trống nhiệt luyện) của vành mâm trong sao cho ở vị trí không chịu lực.
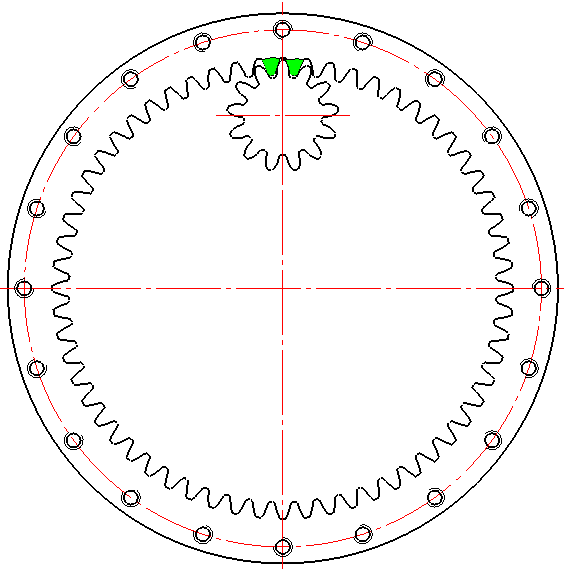
- Chú thích về điểm “S”:
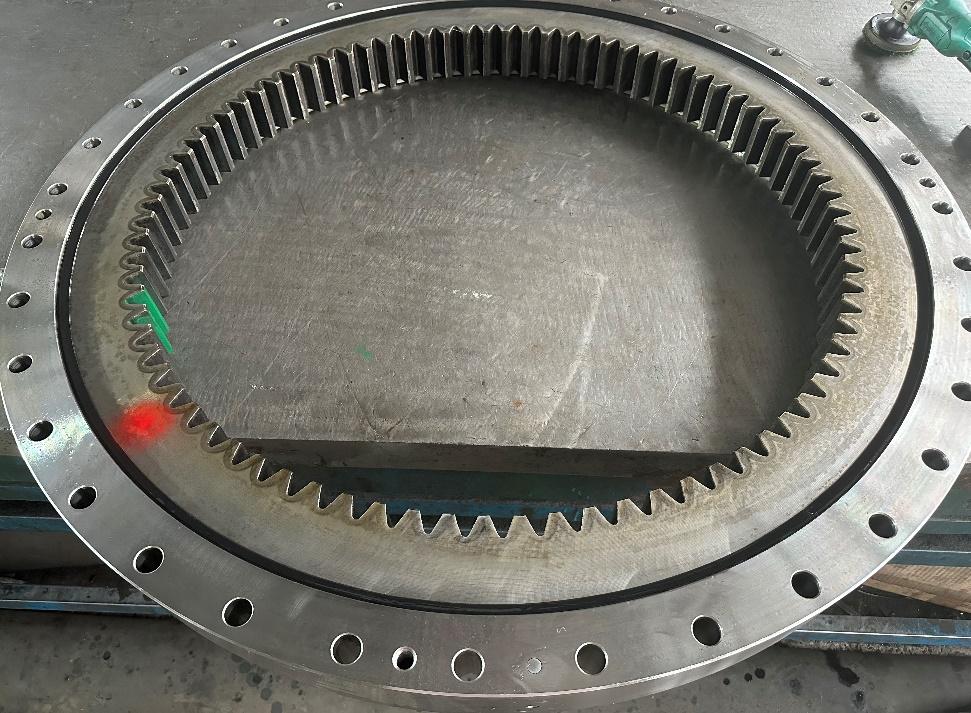
Khoảng giữa điểm bắt đầu và điểm kết thúc vòng tròn nhiệt luyện vành mâm trong gọi là “vùng mềm”. Nguyên tắc là không được phép nhiệt luyện lặp lại, vì như vậy sẽ dễ dẫn đến nứt gãy vật liệu, nên sẽ có 1 khoảng trống không được nhiệt luyện nằm giữa điểm bắt đầu và kết thúc nhiệt luyện. (xem hình dưới)

Kí hiệu điểm S trên mâm
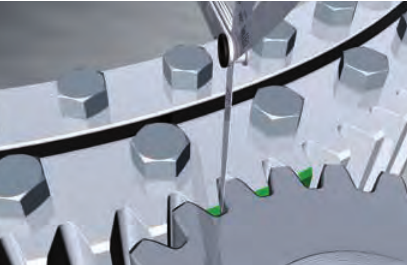
Sau khi lắp ráp xong, nhà máy sẽ dập chữ “S” để đánh dấu khoảng trống nhiệt luyện này (hay còn gọi là điểm S), đồng thời đánh dấu bằng sơn đỏ.
Kí hiệu điểm S được sơn đỏ
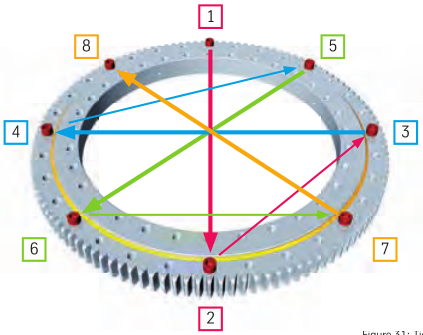
- Chú thích về các điểm chịu tải trọng:
Những chỗ đánh dấu màu vàng trên hình là những điểm chịu tải trọng, khi lắp đặt, vị trí đánh dấu sơn đỏ trên vành mâm trong cần được lắp tránh những vị trí điểm màu vàng này.
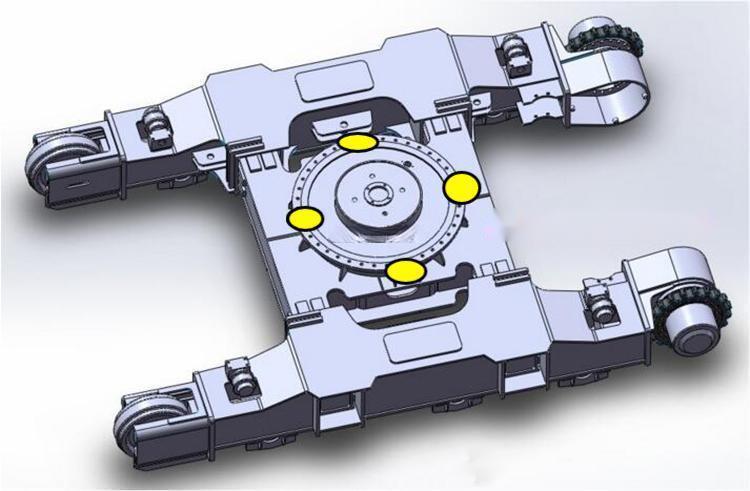
Điểm màu vàng là những điểm chịu tải trọng
Sau khi điều chỉnh được vị trí điểm S, lần lượt siết chặt bu lông theo cặp đối xứng.
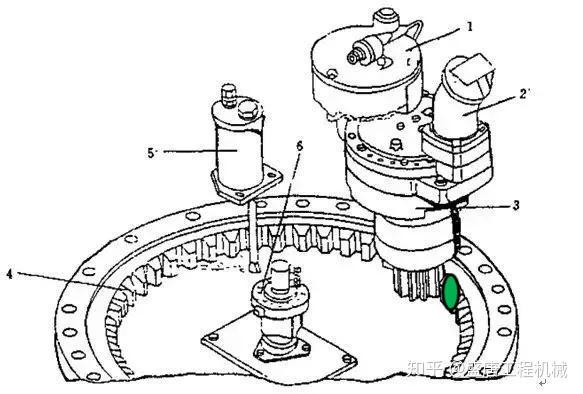
B2: Chỉnh vị trí lắp đặt ban đầu của trục quay toa là khớp với răng của mâm quay toa tại vị trí được đánh dấu màu xanh.
B3: Điều chỉnh khe hở mặt răng, đối với những máy dưới 20 tấn, trong khoảng 0.5mm, đối với những máy trên 20 tấn là khoảng 1mm.
Vì khi lắp đặt, điều kiện hạn chế, có thể áp dụng phương pháp dưới đây để điều chỉnh khe hở răng: Khi lắp vành mâm ngoài, bắt bu lông nhưng chưa siết chặt, để máy xúc xoay trái xoay phải không tải mấy vòng, sau đó mới siết chặt các bu lông theo cặp đối xứng.
Sau khi lắp đặt
Sau khi hoàn tất lắp đặt mâm quay toa, tiến hành tra mỡ bôi trơn cho mâm. Bơm từng lượng ít một, bơm thành nhiều lần, đồng thời quay toa để mỡ bôi trơn vào đến vòng cách.
Với kinh nghiệm hoạt động nhiều năm trong lĩnh vực phụ tùng máy công trình, Phúc Long hợp tác với các nhà sản xuất phụ tùng cho hãng máy để sản xuất mâm quay toa OEM với nhiều ưu điểm vượt trội:
- Thiết kế và sản xuất theo tiêu chuẩn chính hãng
- Vật liệu S48C, 42CrMo chất lượng cao
- Máy gia công phay răng, xọc răng độ chính xác cao, mâm quay êm
- Công nghệ nhiệt luyện Germany
- Độ cứng răng 55-60 HRC
- Bảo hành 12 tháng mâm ngoài và 8 tháng mâm trong với lỗi của nhà sản xuất