


Bộ bánh răng di chuyển SK200-1/3 (Tầng mỏng)
Model lắp lẫn: Liên hệ

Bộ bánh răng di chuyển SK200-1/3 (Tầng mỏng)
Phụ tùng bánh răng di chuyển do Phúc Long phân phối có những đặc điểm nổi bật:
- Sử dụng vật liệu SCM415, với độ cứng đạt 55 HRC ~ 62HRC.
- Thiết kế tối ưu tại các điểm chịu lực được để giảm ứng suất tập trung, góp phần nâng cao tuổi thọ của sản phẩm.
- Được gia công trên các máy CNC tự động, hiện đại để đảm bảo mô đun răng, bước răng chính xác, các răng đều nhau, ăn khớp, giúp cho máy hoạt động trơn tru.
- Bề mặt răng mịn, chiều sâu lớp thấm tôi dày.
- Phụ tùng thay thế luôn sẵn có, đầy đủ các chủng loại như: Bộ bánh răng tầng dày - tầng mỏng, Bánh răng vệ tinh di chuyển, Bánh răng láp di chuyển, Bánh răng Moay Ơ, Bánh răng trục láp, Vành răng di chuyển, Nồi trong/ Nồi ngoài di chuyển.
- Giá cả cạnh tranh nhất thị trường.
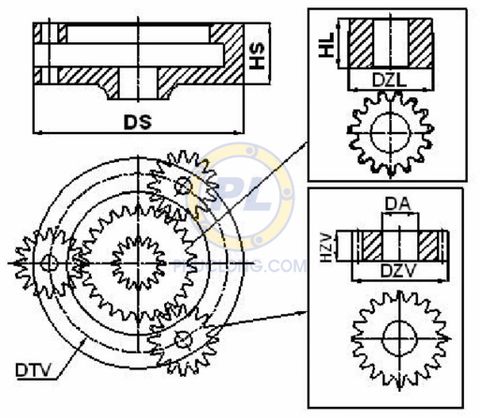
| ZL | DZL | HL | ZV | DZV | HZV | DTV | DA | DS | HS | T | NV |
| 22/37R |
✔ Chính sách đổi trả/ hỗ trợ sửa chữa
✔ Hỗ trợ chi phí vận chuyển/ giao hàng nhanh
✔ Tư vấn lắp đặt/ vận hành bài bản, chuyên nghiệp
✔ Bảo hành theo tiêu chuẩn của nhà sản xuất
✔ Giá cả cạnh tranh nhất thị trường
Thông tin #1:
THÔNG SỐ KĨ THUẬT BÁNH RĂNG OEM VÀ JPC
| Thương hiệu | OEM | JPC | ||||
| Tiêu chuẩn | Bánh răng | Vành răng | Sọ/ Vỏ cụm | Bánh răng | Vành răng | Sọ/ Vỏ cụm |
| Vật liệu | SCM415 | SCM415 | FCD+SCM415 | 20CrMnTi | 20CrMnTi | QT500-7 |
| Độ cứng (HRC) | HRC60~62 | HRC58-60 | HRC58-60 | HB180-200 | ||
| Độ chính xác (cấp) | JIS cấp 5 (theo tiêu chuẩn JAPAN) | JIS cấp 5 (theo tiêu chuẩn JAPAN) | Cấp phổ thông (Theo tiêu chuẩn KOREA) | 7 | 7 | 7 |
| Độ bóng mặt răng | 3.2 ~ 0.4 | 1.6~0.8 | Ra3.2um | Ra3.2um | Ra3.2um | |
| Nhiệt luyện | Thấm tôi, nhiệt luyện chân không | Thấm tôi, nhiệt luyện chân không | Thấm tôi, nhiệt luyện chân không | Nung đỏ + kiểm soát thời gian | ||
| Phương pháp tạo phôi | SCM415 | Dập | Đúc | Phôi tròn - Dập | Dập | Đúc |
| Phương pháp gia công | Phương pháp gia công tinh CNC và MCT | Phay - Sọc - Tiện | Phay - Sọc - Mài | Phay CNC | ||
Thông tin #2:
HƯỚNG DẪN LẮP ĐẶT VÀ VẬN HÀNH CỤM BÁNH RĂNG

a) Hướng dẫn lắp đặt
- Trước khi lắp, kiểm tra các vị trí lỗ bu lông A, B, C có đồng nhất với vị trí lỗ lắp vành sao, lỗ bắt sắt xi và lỗ lắp bơm không.
- Thêm dầu bôi trơn cho cụm, đổ đến vị trí được đánh dấu trên cụm trước khi lắp cụm vào máy.
Lưu ý: Mặt tiếp xúc giữa bơm và vành răng trong phải lắp zoăng hoặc O-ring, bu lông cố định cần được bôi keo bu lông để tránh hiện tượng bu lông đề xe, rò rỉ dầu.
b) Hướng dẫn vận hành và bảo dưỡng
- Sau khi vận hành được 100-150 giờ đầu tiên, phải thay dầu bôi trơn, sau đó cứ cách 500-800 giờ làm việc thì thay dầu một lần.
- Đối với cụm mô tơ, trước khi xuất xưởng đã được tra dầu bôi trơn (dầu bánh răng tải nặng GL-5 85W-80), sau khi làm việc 100-150 giờ phải thay dầu lần đầu, sau đó cứ cách 500-800 giờ phải thay dầu 1 lần.
Chú ý: Trước khi thay dầu, cần dùng xăng vệ sinh sạch sẽ và loại dầu mới phải cùng loại dầu đã sử dụng lần trước.
Trong quá trình làm việc, nên thường xuyên kiểm tra mức dầu, nhiệt độ dầu và tiếng ồn. Nếu phát hiện bất thường, cần kịp thời dừng máy để sửa chữa, bảo dưỡng, hoặc liên hệ với chuyên viên kinh doanh của Phúc Long để được tư vấn.
Tư liệu tham khảo
-

CÁCH LỰA CHỌN VÒNG BI CHẤT LƯỢNG TỐT
-

So sánh bạc gầu OEM lỗ ô van, bạc gầu Sennai và hàng phổ thông trên thị trường
-

SO SÁNH CÁC LOẠI PHỚT THỦY LỰC
-

TÌM HIỂU VỀ BƠM ĐIỀU KHIỂN THƯƠNG HIỆU OEM
-

LÝ DO NÊN SỬ DỤNG BẠC LỖ OVAN OEM
-

RĂNG GẦU THẾ HỆ MỚI - QUY CHUẨN MÃ RĂNG TIỆN LỢI DỄ NHỚ
-

NHỮNG ĐIỀU CẦN LƯU Ý KHI BẢO TRÌ BẢO DƯỠNG BƠM JPM
-

CÁC THƯƠNG HIỆU BÁNH DẪN HƯỚNG CHẤT LƯỢNG
-

5 LÝ DO NÊN CHỌN MUA BẠC GẦU LỖ SENNAI
-

Tìm hiểu về bạc gầu lỗ Sennai










Sản phẩm tương tự




Sản phẩm nổi bật
-

Bơm thủy lực K3V63DT HNOV INDRAIN
Liên hệ
-

Bộ xích Comple D9R
Liên hệ
-

Dải xích PC1250-7
Liên hệ
-

Bánh dẫn hướng D155A-1
Liên hệ
-

Ga lê tỳ PC1250-7
Liên hệ
-

Vành sao PC400-5
Liên hệ
-

Cụm mô tơ di chuyển GM06
Liên hệ
-

Cụm quay toa PC60-7
Liên hệ
-

Bơm thủy lực K3V63DT
Liên hệ
-

Cụm di chuyển PC120-3 (không mô tơ)
Liên hệ









